
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






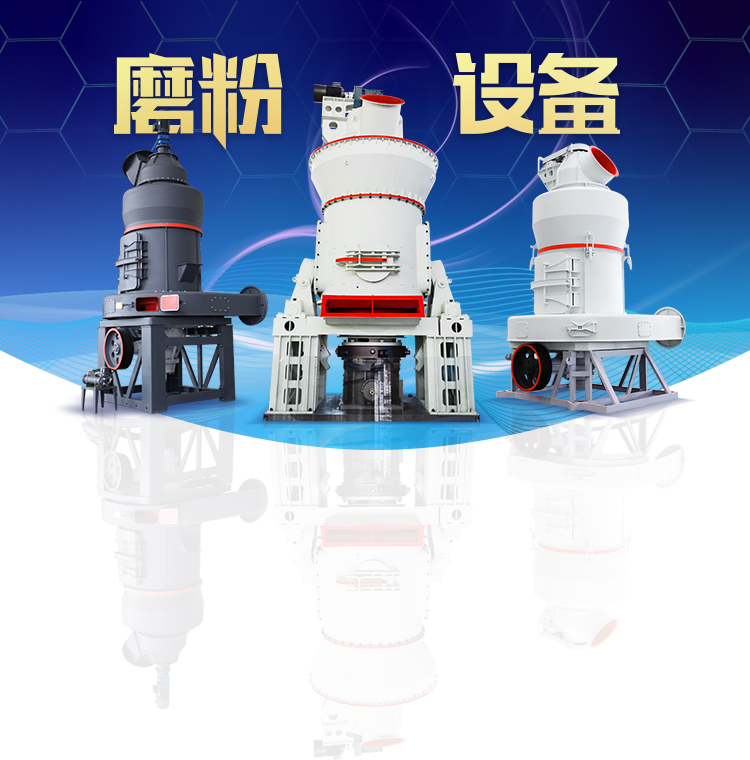
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

10mm的石墨刀转速走速


各材料常用刀具转速进给参数对照表百度文库
转速S 进给F 转速S 进给F 700 300 1000 500 石墨 转速S 进给F TAP1020 TAP1010 TAP105 TAP610 TAP65 TAP62 MAKING 700 700 700 700 700 700 3500 300 1000 300 刀长 加工材料/切削速/转速 加工内容 备注 D100XR08 50 钢/2500/1200 开粗 D63XR6 50 钢/2500/1200 开粗 D32XR5 100 钢/3000/1800 开粗 D30XR5 100 钢/3000/1800 各材料 各材料常用刀具转速进给参数对照表百度文库

加工中心铣刀转速和进给怎么计算,比如十毫米铣刀四刃
2018年3月31日 加工中心铣刀转速和进给怎么计算,比如十毫米铣刀四刃转速1200进给多少,铸铁数控加工中心的切削转速和进给速度:1主轴转速=1000Vc/πD 。 一般刀具的最 中心鑽參數: 直徑(MM) Φ15 Φ20 Φ25 孔的加工方法: 方法 鑽孔 擴孔 鉸孔 鏜孔 可保証精度 ± 01MM ± 005MM ± 001MM ± 0005MM 余量 02MM 005MM 005MM 進給 常用钻头、铰刀转速参数 百度文库

钻头转速和进给计算公式钻头转速进给表
2023年10月31日 一、合金钻头转速计算公式 合金钻头的转速计算可以基于以下公式:转速(rpm)= 1000 × 切削速度 ÷ (314 × 钻头直径) 其中,切削速度是指钻头在金属表面 2015年7月22日 粗加工时:进给切削量(切削方向上前进的距离)建议为008~010mm/刃fx。精加工时:进给切削量建议为006~008mm/刃fx。主轴转速、进给速度的计算通过 石墨加工刀具参数选择表(精品) 道客巴巴

加工炭石墨制品的切削速度和走刀量的选择
2024年4月15日 现在加工炭 石墨制品 的切削速度是根据经历承认的,在实践加工炭石墨制品工作中,往往是根据已定的切削速度v和工件直径D来核算车床主轴的转 2011年5月18日 以上是本人现实在工作中总结的经验,希望对大家在石墨加工有所帮助。 不足之处,希望能指出 2 2 9 5 5 1 6 9 2 2 f 石墨刀具切削参数表佳铁 , 科挺 , 石墨刀具切削参数表百度文库

8 石墨加工刀具参数选择表pdf 豆丁网
2012年11月14日 粗加工时:进给切削量(切削方向上前进的距离)建议为008~010mm/刃(f主轴转速2024年4月11日 为了保证石墨刀具的切削效果和使用寿命,正确的转速和进给表是必不可少的参考工具。刀具转速进给表是根据石墨材料的特性和刀具的几何参数以及切削条 刀具转速进给表石墨户撒刀网
材料45#钢 直径16、10的白钢铣刀,转速和走刀速度为多少
2011年6月5日 s375 s475 50 50普通铣床的,不知道你吃刀深度是多少? 材料45#钢 直径16、10的白钢铣刀,转速和走刀速度为多少时加工速度最快效果最好? 设置4000,操机人员打%120,差不多的你要记得一个原理,转速高,进给打快,就平面很亮,但是比较损刀1、转速和铣刀直径有关,需要看用多大的ห้องสมุดไป่ตู้刀; 2、进给速度,需要看表面要求而确定。 以下是一般使用时的转速与进给:刀具进给和转速对照表45号钢 百度文库

铰刀转速进给参数表合集 百度文库
材料 预硬钢 HRC38度 铜料加工 半径 转速rpm 进给f 线速 吃刀量 转速rpm 进给f 线速 吃刀量 转速rpm 进给f 线速 吃刀量 03 32000 600 26 00094 28000 480 23 00086 33000 800 27 00121 05 28000 1200 38 00214 26000 880 36 0年10月7日 精雕机加工环氧板30厚6个的刀,转速,走速,深度,谢谢!我现在总折刀。别看环氧板不是金属,但是,加工环氧板是很费刀具的。在加工环氧板时,吃刀量不要太深,可以少吃点,吃浅一些,多走几刀,就不会断刀了。加工精雕机加工环氧板30厚6个的刀,转速,走速,深度,谢谢!我

刀具进给和转速对照表 百度文库
光刀 D12 (铝40)(钢35) 4500 15 4000 800 4000 1000 5000 4500 1 4000 800 4000 1000 5000 4500 05 5000 4500 斜度刀 铁模 铝模 石墨 木模 类型 转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F TAP1030 700 300 1000 500 1200 1000 TAP1020 年6月16日 车床主轴的转速n=30r min,工件的直径d=40mm,如图a所示。如车刀横向走刀速度为v=10mm s,求车刀对工件的相对速度。 水流在水轮机工作轮入口处的绝对速度va=15m s,并与直径成β=60°角,如图a所示,工作轮的半径R=2m,转速n=30r min。车床主轴的转速n=30r min,工件的直径d=40mm,如图a所

立铣刀转速进给对照表【太全了】 百度文库
圆鼻刀 铁模 铝模 类型 转速S 进给F 转速S 进给F D25R6 2500 1500 3000 2000 D25R5 2500 1500 3000 2000 D20R4 2500 1500 3000 2000 D16R4 2500 1500 3000 2000 白钢铣刀 刀长 加工材料/切削速/转速 加工内容 备注 光刀 D30 65 (铝/500/1200) 光刀车床主轴的转速n=30r/min,工件的直径d=40mm,如图所示。如车刀横向走刀速度为v=10mm/s,证明车刀对工件的相对运动轨迹为螺车床主轴的转速n=30r/min,工件的直径d=40mm,如图所示

加工中心的钻头的转速及走刀进给应该怎么算?百度知道
2019年7月20日 一般的数控硬质合金刀片的线速度能达到200m(加工钢件)左右,你可以根据线速度来计算你的转速,转速=线速度X1000÷314÷刀具直径。F=转速X每刃进给量X刃数。R6的刀铣45#钢可以给8001200转F给200400。要根据吃刀深度来加减。扩展资料: 钻头 更多“车床主轴的转速n=30r/min,工件的直径d=40mm,如图所示,如车刀横向走刀速度为v=10mm/s,求车刀对工件的相对速”相关的问题 第1题 构造白云岩在成因上属于()。车床主轴的转速n=30r/min,工件的直径d=40mm,如图所

20铰刀铰孔转速参数 百度文库
铰刀铰孔的转速 参数受多种因素的影响,包括加工材料的种类、孔径的大小以及刀具的类型等。以下是关于转速的一些指导原则: 加工材料:不同种类的加工材料应采用不同的转速。例如,对于钢材(如35CrMo、40Cr或45号钢)而言,转速通常在50300r/min U钻钻孔转速是指U钻在钻孔过程中的旋转速度。U钻钻孔转速与钻孔效果、钻头寿命、钻孔精度等方面都有着密切的关系。一般来说,U钻钻孔转速的选择应该根据钻头的材料、钻孔直径和钻孔深度来确定。 1、钻头材料 不同的钻头材料对应的U钻钻孔转速也是不u钻钻孔转速与进给参数表 百度文库

钢料转速进给【加工中心吧】百度贴吧
2022年3月15日 钢料转速进给 10毫米的铣刀加工45号钢,本人一直用3000转速1800进给,吃刀量05。 今天在网上找了两份参数表,份开粗2800转速,3000进给;第二份开粗4500转速,2500进给;个人感觉第二份靠谱些! 由于我们30度左右调制料比较多一般55°钨钢刀参数:D10 1800 1500 0 F 1500 S 3500 铣刀加工工艺参考表(含转速、进给率、材料)铣刀加工工艺参考表工件种类/ 名称转速直径 25 平刀 S 850直径 20 平刀 S 900直径 16 平刀 S 1000直径 12 平刀 S 2000直径 10 平刀 S 2800直径 8 平刀 S 3000直径 6 平刀 S 3200直径 4 平刀 S 3300直径 2铣刀加工工艺参考表(含转速、进给率、材料)百度文库

镗刀 镗孔 转速 参数表百度知道
2020年1月26日 镗刀,镗孔,转速的参数表如下图所示: 镗孔可以分为粗镗、半精镗和精镗。精镗孔的尺寸精度可达IT8~IT7,表面粗糙度Ra值16~08μm。镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固定在车床尾座或者固定在小刀架上都可以。2010年12月21日 钻孔参数转速、进刀速、回刀速如何搭配才是最好的。因为参数不配套有时也造成偏孔、断针、巴厘等问题! 镗孔时,如何根据孔径来确定镗刀的转速与走刀 17 更多类似问题 > 为你推荐: 特别推荐 电动车多次降价,品质是否有保障 钻孔参数转速、进刀速、回刀速如何搭配才是最好的。因为

钻头转速和进给计算公式钻头转速进给表
2023年10月31日 合金钻头的转速计算可以基于以下公式:转速(rpm)= 1000 × 切削速度 ÷ (314 × 钻头直径) 其中,切削速度是指钻头在金属表面的平均速度。 通常可以在钻头使用指南中找到合适的切削速度值,不同的金属材料有不同的最佳切削速度。 需要注意的是, 2020年6月11日 数控打2mm 的眼10mm 深转速打多少,走刀 走多少? 我来答 首页 用户 认证用户 帮帮团 认证团队 合伙人 热推榜单 数控车床编程,轴类打孔,打10的孔,深10,转速多少?走刀速 数控车床编程,轴类,打10的孔,深10,转速多少?走 数控打2mm 的眼10mm 深转速打多少,走刀走多少? 百度知道

请问不锈钢上用3mm铣刀加工3mm宽105mm长10mm深的键槽下刀
2012年5月22日 总的来说,吃刀量要小,走刀量要慢,铣刀直径小,转速不能太低。 另外要再加上 冷却液 。 精度要求高的话建议不要用3mm铣刀,不能确保槽宽,深度10mm也是比较深的,一般3mm刃长最多9mm ,这个也需注意。 一般的材质就可以了,只是刀型做锋利一点,采用大 2017年11月22日 钻头的转速怎么确定 有没有什么标准? 62 30一50的钻头怎样调转速? 钻头转速的计算公式 16 合金钻头转速与普通钻头转速在标准上有什么具体区别?各多少转/ 21 冲击钻、电锤的钻头转速是 1到30的钻头转速各是多少 百度知道

材料45#钢 直径16、10的白钢铣刀,转速和走刀速度为多少
2011年6月5日 s375 s475 50 50普通铣床的,不知道你吃刀深度是多少? 材料45#钢 直径16、10的白钢铣刀,转速和走刀速度为多少时加工速度最快效果最好? 设置4000,操机人员打%120,差不多的你要记得一个原理,转速高,进给打快,就平面很亮,但是比较损刀1、转速和铣刀直径有关,需要看用多大的ห้องสมุดไป่ตู้刀; 2、进给速度,需要看表面要求而确定。 以下是一般使用时的转速与进给:刀具进给和转速对照表45号钢 百度文库

铰刀转速进给参数表合集 百度文库
材料 预硬钢 HRC38度 铜料加工 半径 转速rpm 进给f 线速 吃刀量 转速rpm 进给f 线速 吃刀量 转速rpm 进给f 线速 吃刀量 03 32000 600 26 00094 28000 480 23 00086 33000 800 27 00121 05 28000 1200 38 00214 26000 880 36 0年10月7日 精雕机加工环氧板30厚6个的刀,转速,走速,深度,谢谢!我现在总折刀。别看环氧板不是金属,但是,加工环氧板是很费刀具的。在加工环氧板时,吃刀量不要太深,可以少吃点,吃浅一些,多走几刀,就不会断刀了。加工精雕机加工环氧板30厚6个的刀,转速,走速,深度,谢谢!我

刀具进给和转速对照表 百度文库
光刀 D12 (铝40)(钢35) 4500 15 4000 800 4000 1000 5000 4500 1 4000 800 4000 1000 5000 4500 05 5000 4500 斜度刀 铁模 铝模 石墨 木模 类型 转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F TAP1030 700 300 1000 500 1200 1000 TAP1020 年6月16日 车床主轴的转速n=30r min,工件的直径d=40mm,如图a所示。如车刀横向走刀速度为v=10mm s,求车刀对工件的相对速度。 水流在水轮机工作轮入口处的绝对速度va=15m s,并与直径成β=60°角,如图a所示,工作轮的半径R=2m,转速n=30r min。车床主轴的转速n=30r min,工件的直径d=40mm,如图a所

立铣刀转速进给对照表【太全了】 百度文库
圆鼻刀 铁模 铝模 类型 转速S 进给F 转速S 进给F D25R6 2500 1500 3000 2000 D25R5 2500 1500 3000 2000 D20R4 2500 1500 3000 2000 D16R4 2500 1500 3000 2000 白钢铣刀 刀长 加工材料/切削速/转速 加工内容 备注 光刀 D30 65 (铝/500/1200) 光刀车床主轴的转速n=30r/min,工件的直径d=40mm,如图所示。如车刀横向走刀速度为v=10mm/s,证明车刀对工件的相对运动轨迹为螺车床主轴的转速n=30r/min,工件的直径d=40mm,如图所示

加工中心的钻头的转速及走刀进给应该怎么算?百度知道
2019年7月20日 一般的数控硬质合金刀片的线速度能达到200m(加工钢件)左右,你可以根据线速度来计算你的转速,转速=线速度X1000÷314÷刀具直径。F=转速X每刃进给量X刃数。R6的刀铣45#钢可以给8001200转F给200400。要根据吃刀深度来加减。扩展资料: 钻头 更多“车床主轴的转速n=30r/min,工件的直径d=40mm,如图所示,如车刀横向走刀速度为v=10mm/s,求车刀对工件的相对速”相关的问题 第1题 构造白云岩在成因上属于()。车床主轴的转速n=30r/min,工件的直径d=40mm,如图所
爆破山头石方多少钱一方
--薄石设备薄石设备薄石设备
--硅石雷蒙磨粉机有那些型号
--制粉石头多少钱一吨
--徐州矿石粉碎站
--开一个小沙场大概要多少钱
--山西忻州代县铁矿储量
--红泥成套设备
--石材基座
--制沙对辊二氧化硅对辊二氧化硅对辊机
--撕碎粉碎生产线
--五峰制粉厂生产线
--煤矿井下使用的磨粉机
--加工复合肥设备
--徐州氢氧化钙厂
--一千万方磨粉是多少吨
--导轨磨机
--云南开个大理石矿要多少钱
--上海南汇基质磨粉机
--结石研磨机
--履带矿石粉碎站产量40TH
--一顿标煤多少钱一顿标煤多少钱一顿标煤多少钱
--矿山磨粉机原理
--连云港探矿机械设备
--吊磨机什么牌质量好
--富阳制沙机
--石子研磨机图片及报价
--矿山租用渎职
--申请采沙厂需要哪些手续
--百度花岗石机械
--